Otsene kerimine hõõgniidi mähiseks



Otsene kerimine hõõgniidi mähiseks
Otsene kerimine filamentmähkimiseks sobib küllastumata polüestri, polüuretaani, vinüülestri, epoksü- ja fenoolvaikudega.
Omadused
●Hea protsessi jõudlus ja madal hägusus
● Ühildub mitmete vaigusüsteemidega
●Head mehaanilised omadused
●Täielik ja kiire märgumine
●Suurepärane happekindlus

Taotlus
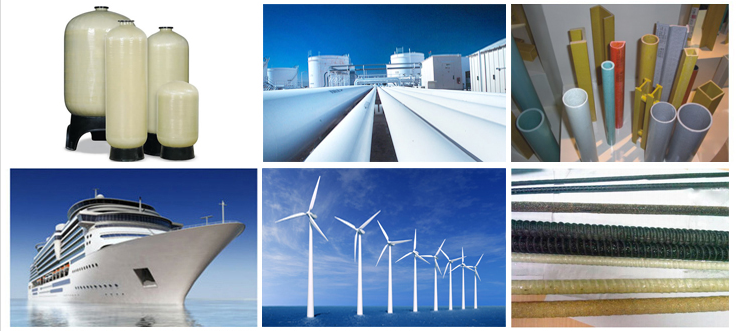
Peamised kasutusalad hõlmavad erineva läbimõõduga FRP-torude, naftatööstusele mõeldud kõrgsurvetorude, surveanumate, mahutite ja isolatsioonimaterjalide, näiteks elektrivarraste ja isolatsioonitorude tootmist.
Tooteloend
| Ese | Lineaarne tihedus | Vaigu ühilduvus | Omadused | Lõppkasutus |
| BHFW-01D | 1200, 2000, 2400 | EP | Ühildub epoksüvaiguga, mõeldud filamentide mähkimiseks kõrge pinge all | kasutatakse tugevdusena kõrgsurvetorude tootmisel naftatranspordi jaoks |
| BHFW-02D | 2000. aasta | Polüuretaan | Ühildub epoksüvaiguga, mõeldud filamentide mähkimiseks kõrge pinge all | Kasutatakse tarbevarraste tootmiseks |
| BHFW-03D | 200-9600 | ÜLES, VE, EP | Ühildub vaikudega; Vähene ebeme teke; Suurepärased töötlemisomadused; Komposiittoote kõrge mehaaniline tugevus | Kasutatakse veemahutite ja keskrõhu FRP-torude tootmiseks vee edastamiseks ja keemiliseks korrosiooniks |
| BHFW-04D | 1200 2400 | EP | Suurepärane elektriline omadus | Kasutatakse õõnsate isolatsioonitorude valmistamiseks |
| BHFW-05D | 200-9600 | ÜLES, VE, EP | Ühildub vaikudega; Komposiittoote suurepärased mehaanilised omadused | Kasutatakse tavaliste rõhukindlate FRP-torude ja mahutite tootmiseks |
| BHFW-06D | 735 | ÜLES, VE, ÜLES | Suurepärane protsessi jõudlus; Suurepärane keemilise korrosioonikindlus, näiteks toornafta ja gaasi H2S korrosioon jne; Suurepärane kulumiskindlus | Mõeldud RTP (tugevdatud termoplastist toru) filamentmähkimiseks, mis nõuab happekindlust ja kulumiskindlust. Sobib kasutamiseks keritatavates torusüsteemides. |
| BHFW-07D | 300–2400 | EP | Ühildub epoksüvaiguga; Vähene ebeme teke; Mõeldud hõõgniidi mähkimiseks madala pinge all | kasutatakse surveanumate ja kõrg- ning keskrõhukindlate FRP-torude tugevdusena vee edastamiseks |
| Identifitseerimine | |||||||
| Klaasi tüüp | E | ||||||
| Otsene rändlus | R | ||||||
| Hõõgniidi läbimõõt, μm | 13 | 16 | 17 | 17 | 22 | 24 | 31 |
| Lineaarne tihedus, tex | 300 | 200 400 | 600 735 | 1100 1200 | 2200 | 2400 4800 | 9600 |
| Tehnilised parameetrid | |||
| Lineaarne tihedus (%) | Niiskusesisaldus (%) | Suurus Sisu (%) | Purunemistugevus (N/Tex) |
| ISO1889 | ISO3344 | ISO1887 | IS03341 |
| ±5 | ≤0,10 | 0,55±0,15 | ≥0,40 |
Hõõgniidi kerimisprotsess
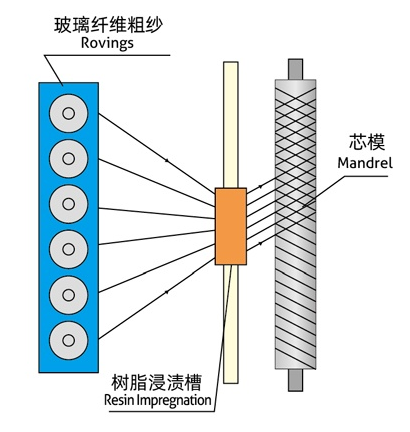
Traditsiooniline hõõgniidi mähis
Hõõgniidi mähkimise protsessis keritakse vaiguga immutatud klaaskiust pidevad kiud pinge all täpsete geomeetriliste mustrite järgi südamikule, et moodustada detail, mis seejärel kõvendatakse valmisdetailide moodustamiseks.
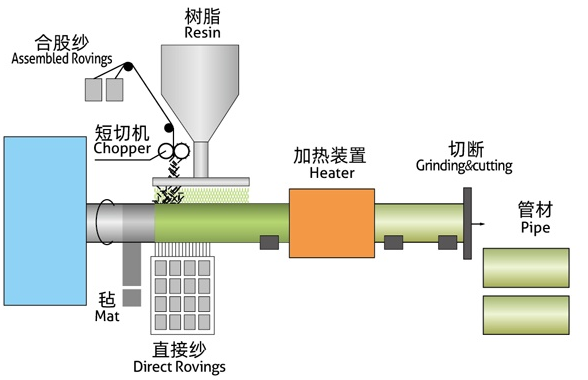
Pidev hõõgniidi mähis
Pöörlevale südamikule, mis on moodustatud korgitserliikumisega pidevalt liikuvast pidevast teraslindist, kantakse mitu laminaatkihti, mis koosnevad vaigust, tugevdusklaasist ja muudest materjalidest. Komposiitdetaili kuumutatakse ja kõvendatakse kohapeal, kui südamik liigub läbi liini, ning seejärel lõigatakse liikuva lõikesaega kindla pikkusega tükkideks.